表面改質技術
Surface Reforming Technical
相楽工業株式会社では物理的な表面改質を行うために、SRX CORT(エスアールエックスコート) PLASMA CORT(プラズマコート)などがあります。
例えば、TiCN(三層コーティング)。耐磨耗・耐溶着機能でダイスライフの延命、引抜き速度の改善などができます。
SRX CORT ~エスアールエックスコート~
SRXコートは、TiCNコーティングの効果を最大限に引き出すために、素材・工程・潤滑・超硬マトリックス・ダイス形状を一貫して考える工具管理システムの名称です。
コーティングというハードな技術を、お届けしていますが下地となるダイスにはソフト的な準備をしています。
コストダウン+品質向上のコーティングは一回だけの使い捨て技術ではありません!一般的なTiCN(CVD三層コーティング)の場合は、許容範囲内で何度でも再コーティングできます。
| 比較項目 | 一般ダイス(当社製) | SRXコーティング |
|---|---|---|
| イニシャルコスト | 基準値1 | (1.1~1.7) |
| 再コーティング | 基準値1 | (1.1~1.7)に対して×1.2 |
| ダイスライフ | 基準値1 | (1.5~数倍) |
| 利点 | - | 1.ダイスの交換による無駄な要素が軽減されます。 (生産の中断によるロスや間接費) 2.耐溶着性能が高く、高減面塑性や伸線速度の改善ができます。 3.予備ダイスが削減されます。 4.再コーティングができます。 5.パススケジュールなどを変えられます。 |
| 欠点 | - | 7μ程度の範囲で不確定要素を持つため、公差レンジ10μ以下の製品には不向きです。 |
| 納期 | 2週間以内が基準 | 同じく2週間以内が基準です。 |
PLASMA CORT ~プラズマコート~
超硬によるコーティング層が形成できます。 超硬プラズマコート( WC-Co Plasma-Coating ) 金属表面を超硬被膜で改質する技術です。超硬表面への被膜もOKです。
超硬プラズマコートの目的
金属の場合
硬度改質、耐磨耗性の向上、溶着防止、酸化防止、腐食防止、潤滑環境改善、無潤滑環境機能対応、点接触摩擦環境対応など。
超硬の場合
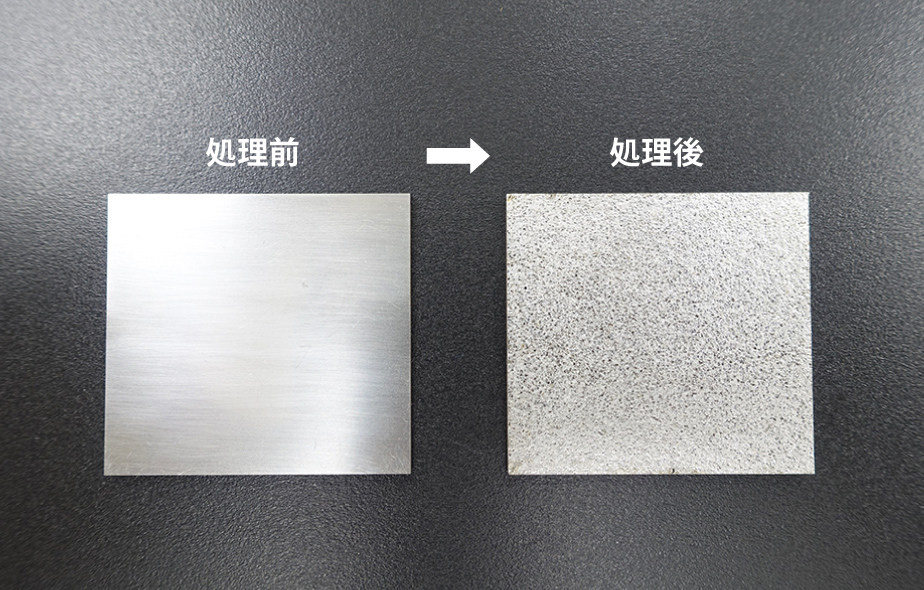
表面の摩擦環境改善、グリップ性の改善など。 自由自在のコーティングで必要な個所に、必要な面積を、ご希望のレイアウトで被覆できます。 コーティング層の厚さは、10μが基準です。材質やワークの形状・状態によって多少異なった結果となります。 鏡面仕上げが目的なら不向きで、処理後の面は、滑らかな凹凸状態となります。従って、鏡面加工をする場合は、凹凸面の凸面だけをLPすることになります。
施工例
-
 伸線機ジョー
伸線機ジョー
-
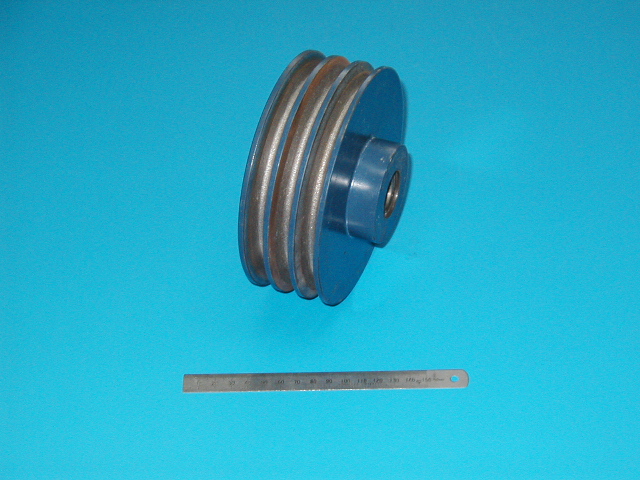 プーリー
プーリー
-
 機械爪
機械爪
-
 圧延ロール
圧延ロール
| プラズマコート | メッキ | 溶射 | CVD | PVD | TD | 窒化 | |
|---|---|---|---|---|---|---|---|
| 熱変化 | ◎ | ◎ | △ | × | × | × | × |
| 密着性 | ◎ | × | △ | ○ | △ | ◎ | ◎ |
| 部分処理 | ◎ | △ | ○ | △ | ○ | × | × |
| 処理費 | ◎ | ◎ | △ | × | × | × | △ |